SS材一般構造用圧延鋼材
主に成形のみを目的とした場合に使用します。使用頻度が高く、価格もお手ごろな材料です。


PARTNER
熱間鍛造を必要とするコストダウン・VA/VEを推進する開発・設計者・生産技術者へ向け、熱間鍛造製品・部品を開発・設計する上でのポイントとなる、鍛造と鋳造の違い、材料、試作とロット数、形状と金型、熱処理、表面処理、コストダウンの7章に分けて説明します。
まず、熱間鍛造ってなに? と思われる方も少なくないと思います。
鍛造とはその昔、日本刀などの刃物の品質を向上させる技法として用いられ、現在までに発展した技法です。現在、鍛造とは大きく分けて熱間鍛造、冷間鍛造、温間鍛造、自由鍛造とあり、材質や目的の形状により選択肢は変わりますが、熱間鍛造は、金属を叩いて圧力を加えることで、金属内部の空隙をつぶして結晶を微細化し、結晶の方向を整えて強度を高めると同時に、目的の形状に成形する量産型の加工方法です。相場産業では主に作業工具、建設機械、建築金物、医療用工具、農業機械などの強度・硬度的に重要な部品を熱間鍛造で製造し、全国各地へお届けしています。
鍛造と鋳造の違いは何か? という質問はよくあります。
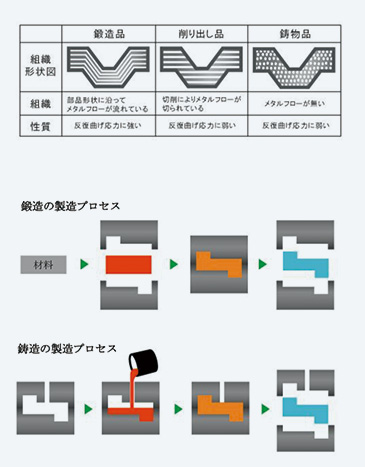
成形方法の違いとしてはシンプルで、下の図のように、鍛造は金型で金属をたたいて成形し、鋳造は金属を溶かして金型に流し込んで成形する加工方法となります。
出来る上がる形状は同じですが、製品の中に気泡ができやすい鋳物部品と比べ、鍛造部品は金属内部の空隙をつぶして結晶を微細化し、結晶が方向を整えられることが大きな違いとなります。
それでは、結晶の方向を整えることでどの様に強度を高められるのでしょうか。各組織形状のメタルフローを描いた図を参照ください。このメタルフローを実現できることが熱間鍛造の最大の特徴であり、製品に大きな価値を与えることになるのです。
SS材、SC材、SK材、SKS材、SCM材、SUS材、純チタン、チタン合金。相場産業ではこれらの材料を主に加工しています。ここでは熱間鍛造で使用する材料別用途や特長を記載いたします。
主に成形のみを目的とした場合に使用します。使用頻度が高く、価格もお手ごろな材料です。
鍛造後の熱処理により硬度を上げることを目的とした部品に使用します。SC材は弊社でもっとも取扱いが多い材料で、特にS35C、S45C、S50Cが主流です。
鍛造後の熱処理により硬度を出せます。対摩耗性に優れているので、刃物に使われる材料です。弊社では鍛造後に刃付けをする依頼も承ります。
SK材に耐衝撃性、不変形性、耐熱性などが加わった鋼材で、耐衝撃性を重視した刃物を作る時に使用します。
クロモリと呼ばれるSCM材は焼入れ性、加工性に優れ、合金と比べれば汎用度が高い材料です。しなりにより振動を吸収しやすいので、自転車のフレームに使用され、その業界では人気を集めています。弊社ではSCM435の取扱いが多くあります。

クロームバナジウムは作業工具、特にスパナやレンチの材料として使用しています。
耐食性、耐熱、耐薬品に優れているため、多くの産業で使われています。
現在、相場産業ではSUS304、SUS316、SUS420J2、SUS630を鍛造した経験があります。
広く普及しているステンレス材で、耐食性が良好です。「18-8ステンレス」の表記はよく見かけると思いますが、SUS304の別名がこれです。18%のCrクロームと8%のNiニッケルを表しています。
SUS304にモリブデンを加え耐食性を向上させたステンレスで、配管部品や船舶部品、一般的には家庭用スプーンやフォーク、マグカップ等に使用されています。304よりも高価なステンレスです。
熱処理を施し硬度を出すことを目的として使用します。最高硬度はHRC50前後をお考えください。相場産業では、ステンレス製の刃物の製造時に使われ、熱間鍛造後に加工と熱処理をおこないます。SUS630(析出硬化系ステンレス)析出硬化性を持たせたステンレスです。熱処理により硬度を出すことが可能です。最高硬度はHRC42前後とお考えください。
チタンは主に純チタンとチタン合金の2種類に分けられ、チタン合金にはα合金、α-β合金、β合金の3種類があります。チタンは難削材ですので鍛造による成形後に加工を行うことで、加工レスによるコストダウンを実現できます。高い耐食性、軽さ、低い熱伝導率など多くの特徴を持ち合わせた材料がチタンです。しかし、チタンは高価な材料です。チタン製品を検討される際は、是非お問い合わせください。鍛造から加工まで行う弊社独自の提案をすることができると思います。
※鍛造の材料は全て丸棒で、φ8~50に対応します。板材の熱間鍛造はいたしません。
※上記以外にもご要望により各種材料の調達から承ります。
※アルミや真鍮は温間鍛造になりますので、外部委託となります。
鍛造のロット数への対応基準は各鍛造工場によって違います。相場産業の基準はロット300~5000となります。お客様のご都合によってはロット100からお受けいたしますが、単価が上がりますのでお薦めではありません。熱間鍛造での試作の可否を問い合わせいただきますが、鍛造は金型が無くては上記のような実際のメリットを出せませんので、金型の製作は必要不可欠です。試作用金型費用だけで30~60万円となります。商品や部品の形状確認のための試作であれば、3Dプリンターを使って図面を立体化いたします。3Dデータをいただければ対応いたします。
設計時、熱間鍛造部品の形状を考えるポイントとして、抜き勾配、パーティングライン、寸法精度と金型設計があります。製品コストを抑えるためにも、出来るだけ鍛造だけで製造プロセスを完結させたいものですので、相手部品との兼ね合いを考えた形状をいかにして作るかが重要です。

上型と下型で叩かれたワークが金型から抜けるために、抜き勾配を考慮した作図が必要です。加工図しかなければ、相場産業のスタッフが鍛造図を作図いたしますのでお気軽にお問い合わせください。
抜き勾配の基本設定は5~7°ですが、相手部品との兼ね合いなどで許されるのであれば、金型の消耗を減らすためにも勾配を7°以上で作ることをお薦めします。逆に、7°以下をご要望であれば3°までは対応いたします。しかし金型の摩耗とメンテナンスを考慮すれれば、あまりお薦めはできません。抜き勾配を除去する場合は、コイニングプレス機での勾配除去または機械加工をご提案しています。また、抜き穴の設計については上記と少し異なります。抜き穴の勾配は、温度が下がるにつれて縮小し、金型がワークから抜けにくくなりますので、外周の勾配よりも多めに角度を取ります。穴の径、深さによりますが、目安として 8~12°で作図することをお願いします。

パーティングラインとは熱間鍛造後に余ったバリをプレスで抜いた跡です。相場産業では、図面上に垂直で厚み2mmのラインで記します。上記の抜き勾配とパーティングラインはセットとお考えください。抜勾配とパーティングラインのイメージは右の参考写真をご参考ください。
金型による熱間鍛造で出せる精度については、脱炭層0.3~0.4mm、抜勾配5~7、内外寸法±0.5~1.0mm、厚さ±1.0~2.0mm、偏肉0.7~1.0mmを基準にお考えください。機械加工と同じで、Radius(以下R)の記載が図面上には必要です。基本的にはR3~6を基準とします。Rが大きくなればなるほど鍛造型は長持ちし、小さくなるほどメンテナンスの頻度が増えます。
※相場産業は小物の鍛造に特化しております。上記は重さ3kg以下の鍛造品の公差です。
設計時に考慮していただきたい事項としては、鍛造の容易性、加工基準の設定と加工の容易性、肉厚の不同は出来るだけ避けること、薄くて広い面は極力無くすこと、そして、鋭い角、急激な断面変化を避けること等があります。設計中にご不明な点があればお気軽にお問い合わせください。鍛造品を製造するには、鍛造型(打ち型)と抜型の2つがあり、合わせて40~70万円程度の予算をお考え頂ければと思いますが、製品の大きさ、形状、成形工程、ロット数、取り数によりコストが異なります。お悩みでしたら弊社営業まで問い合わせください。
硬度を必要とする鍛造部品に熱処理は欠かせない工程です。硬度・強度が重要な部品にどの材料を選定すれば良いのか。まずは、弊社が依頼している熱処理業者でどのような熱処理が可能で、どの材質でどのくらいの硬度を出せるのかを記載します。また、相場産業では鍛造部品の他にも、加工部品やプレス部品の熱処理も対応します。
鋼を800~1200°Cで加熱した後に急冷することで硬い組織へと変化させます。鋼の特性・成分に応じて加熱温度と冷却速度を変えます。
焼入れ後に残る残留応力によって、硬いけど脆い状態を、焼もどしにより残留応力を除去して組織を均一安定な状態にします。焼もどしにより「硬さ」と共に「粘り強さ」を兼ねた鋼に変化します。
熱間鍛造後に加工する場合、この熱処理を行うことで加工をし易くします。
鋼の表面に炭素または窒素を浸透させ、その後焼入れ焼もどしによって、高い表面硬さが得られます。浸炭は深く入り込むことができますが、窒素は深く侵入しません。そのかわり結晶に大きな歪みを与え、高い硬さを得られるのが特長です。
ソルトバスの特長は、他の熱処理と比べ歪みを30~50%抑えることが出来ること、焼入れ時の脱炭リスクが小さいこと、硬度ムラや焼割れが少ないことです。
| 用途 | 材質 | 熱処理 | HRC(硬度) |
|---|---|---|---|
| 作業工具(鍛造) | SCM435 S45C | 焼入れ・焼もどし | 30~40 |
| 建機用部品(鍛造) | SCM415 | 浸炭 | 深さ 0.6~1.0 HV500 以上 |
| 板スパナ(プレス) | S55C | 焼入れ・焼もどし | 40~45 |
| 刃物(プレス) | SK5 | ソルトバス | 48~52 |
| スパナ(鍛造) | SUS630 | 焼入れ・焼もどし | 38~45 |
| 刃物(プレス) | SUS420J2 | 焼入れ・焼もどし | 45~55 |

意匠性の高い製品や部品にとって表面仕上げは重要です。特に手に取って使用する道具や高級な製品であれば使用者は肌で質感を感じ取りますので、近年は表面仕上げにこだわるお客様が増えています。この章では相場産業が対応できる表面処理のバリエーションと材質を記載します。
ワークに打ちつけるメディアのサイズにより商品の表情は異なってきますので、メディアとサイズをご指定いただくか、サンプルを製作して現物を確認後に判断していただきます。コストを抑えるには一番安価な表面処理がブラスト仕上げとなります。どの機械でどのメディア(粉、鉄粉、ガラスビーズ、鉄球など)を打ちつけるかによって、メッキやアルマイト後の製品の意匠性が異なります。ODMをお考えのお客様には慎重なメディア選定をお勧めします。
ステンレス、チタン、アルミはバフ研磨またはバレル研磨により鏡面に仕上がります。鉄はバフ研磨後、腐食を防ぐためにニッケルクロームメッキ処理をおこない光沢を出します。

つや消し表面加工の一種です。スチールウールなどの研磨材を使って一定の方向に筋目をつけることで、高級感を演出することができます。
ただし、錆びやすくなりこともあります。
酸化皮膜を調整することで、様々な色を発色できます。
地肌の状態(ヘアーライン、鏡面、ブラスト等)によっても色の見え方は違ってきます。
アルマイトは、電解処理によって酸化皮膜をアルミ製品の表面に生成させ、錆びから製品を守る表面処理です。カラーサンプル写真は弊社オリジナル製品です。このように何種類もの色を出せるのはアルマイトの魅力です。
どのメーカーも頭を悩ます「コストダウン」。お金をかけて良いものを作ることは簡単ですが、コスト上昇を抑えながら良いものを作ることは簡単なお話ではありません。ここでは熱間鍛造によるコストダウンを実現した事例をご紹介いたします。熱間鍛造のコストダウンを考えると大きく分けて、溶接部品の一体化、加工品の鍛造化、鋳物部品の鍛造化、加工レス化、技術によるコストダウンの5つを記載し、最後に弊社の特徴である一貫生産体制によるコストダウンについてご紹介します。

アッセンブル品では、それぞれの加工部品を溶接することになった何かしらの経緯はあるはずです。しかし、昔からの部品で工程が見直されていないことは稀にあるようです。一体化を考える時は、上記(4.金型と形状)で記した「形状」について考えます。
特に鍛造の容易性、肉厚の不同や急激な断面変化の確認が大切です。右の写真はパイプとプレス品の溶接部品を熱間鍛造で一体化した実例です。後工程で旋盤加工による穴あけとなります。これにより部品に強度を持たせると共に、溶接はずれの心配もなくなります。
加工品の鍛造化をするときのデメリットからお伝えします。それは30~60万円の金型費(鍛造型と抜型)の発生です。まずは、金型費とロット数を考慮して加工品を鍛造化するメリットの有無を考えてください。ロット数がある程度確保できる場合、加工面積や加工工程が多い部品の場合、そして難削材(ステンレスやチタン)を使用する場合、切削加工品を鍛造化するメリットを出せることになります。

ここでもデメリットからお伝えします。鍛造のデメリットは鋳物と比べて複雑な形状が成形できないことです。形状による鍛造化の可否は弊社の営業までお問い合わせ、または図面をFAXして頂ければお応えいたします。メリットとしては、耐久性の向上と軽量化です。弊社取引先の耐久性テストにて、弊社の鍛造部品はそれまで使用していた鋳物部品よりも10.倍の耐久性があるという結果が出ました。そして、鍛造により強度が向上することで、鋳物品の形状よりも細くまたは小さくできる場合があり、それが軽量化の可能性につながります。

最後に考慮するべきポイントは、鍛造による加工レスの不可です。これは溶接部品の一体化でも同じことが言えます。せっかく鍛造で成形をしても全面切削をしたら台無しです。相手部品との干渉や意匠性を考え、どうしても加工が必要な場所以外は鍛造肌のままにすることを考慮して設計をするとコストダウンにつながり、良い結果を出すことができます。
小物の鍛造を得意としている弊社では、一本の丸棒から部品の複数取りを行いコストの低減を可能にします。弊社の事例として、20g程度の部品は4~6個取りを行っています。それ以上の部品でも、2~3個取りで対応できるケースがあります。そして、トンボ打ちと呼んでいる2個取り技法では、通常必要とされる材料を握る部分を半減することで材料費のコストを抑えることができます。また、ロール鍛造技術により、材料の歩留まりを良くしコストダウンを実現することもできます。
上記のように、コストを抑えるポイントを考えて設計をすることで、大きな差を生むことができます。ただし、文章で書くことは容易なことですが、部品形状により様々な対応を考えなければいけません。上記以外にも全行程を考慮することでのコストダウンを提案できることもあります。コストについてお困りでしたら弊社スタッフが図面を拝見しながらご相談をお受けいたします。
弊社は設計から材料調達、各種加工、表面処理までを行ってお客様のニーズを実現し、全国各地そして東南アジア方面に製品を出荷しています。燕三条だからこそ狭いエリアで全ての工程を完結できる技術があります。鍛造のほかにも、OEM・ODM商品の製造、園芸刃物の製造、搭載工具の取りまとめも行います。この目で見て確認したいとお思いでしたらいつでもご案内致します。

最高の素材と職人の技で生みだすトラックバイク専用工具「RUNWELL」は相場産業オリジナルブランドです。